[ 信息發布:本站 | 發布時間:2021-08-27 | 瀏覽:2684 ] |
中華人民共和國國家標準 鈦及鈦合金餅和環 Titanium and titanium alloy disc and ring GB/T 16598-1996 代替 GBn 194-83 1、主題內容與適用范圍 本標準規定了鈦及鈦合金餅、環境衛生其他鍛件(坯)的分類、技術要求、試驗方法、檢驗規則及標 志、包裝、運輸和貯存。 本標準適用于熱鍛和熱軋的鈦及鈦合金餅、環和其他鍛件(坯)。 本標準適用于一般工業用途的鈦及鈦合金鍛(軋)件(坯)。 2、引用標準 GB228 金屬拉伸試驗方法 GB/T 3620.1 鈦及鈦合金牌號和化學成分 GB/T 3620.2 鈦及鈦合金加工產品化學成分及成分允許偏差 GB 4338 金屬材料 高溫拉伸試驗方法 GB 4698 海綿鈦、鈦及鈦合金化學分析方法 GB 5168 兩相鈦合金高、低倍組織檢驗方法 GB 5193 鈦及鈦合金加工產品超聲波探傷方法 GB 6397 金屬拉伸試樣 GB 8180 鈦及鈦合金加工產品的包裝、標志、運輸和貯存 3、產品分類 3.1 牌號、狀態、規格 產品的牌號、狀態和規格應符合表 1 的規定。
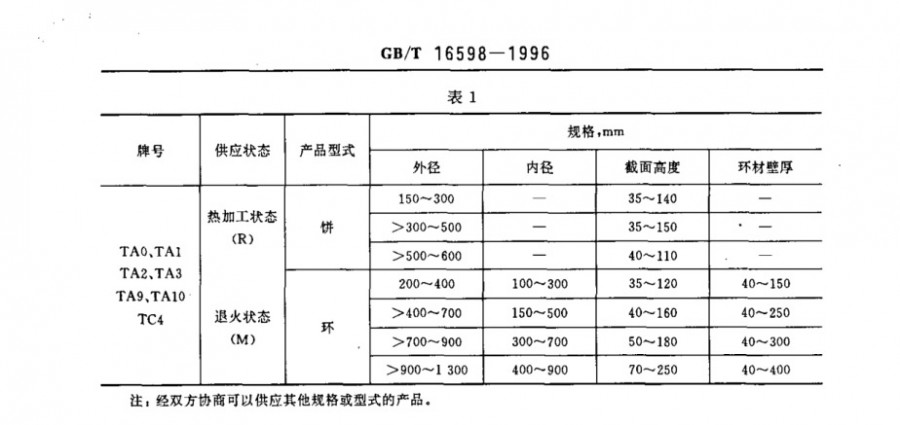
3.2 標記示例 3.2.1 用TA2 制造的、退火狀態的、直徑為 400mm、截面高度為 100mm 的餅材標記為: 餅 TA2Mφ400×100 GB/T16598 3.2.2 用 TC4 制造的、熱加工狀態的、外徑為 600mm、內徑為 500mm、截面高度為 150mm的環材標記為: 環 TC4R φ600/φ500×150 GB/T16598 4、技術要求 4.1 化學成分 產品的化學成分應符合 GB/T 3620.1 相應牌號的規定。 需復驗時, 化學成分允許偏差應符合 GB/T3620.2的規定。 4.2 尺寸允許偏差 產品的尺寸允許偏差應符合表2的規定。
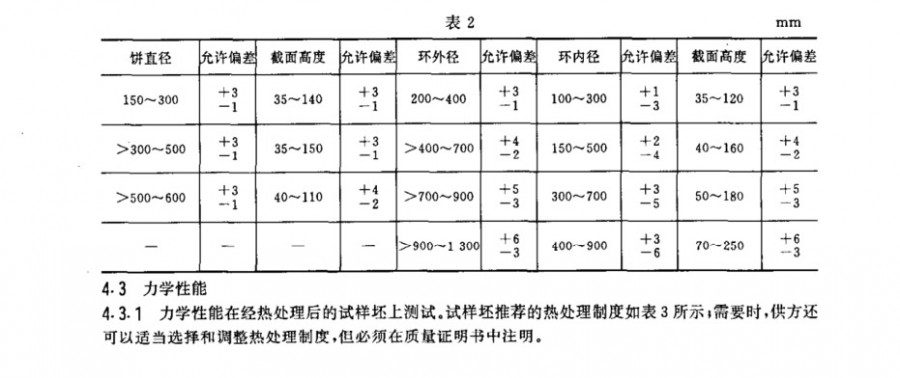
4.3 力學性能 4.3.1 力學性能在經熱處理后的試樣坯上測試。試樣坯推薦的熱處理制度如表3所示,需要時,供方還可以適當選擇和高速熱處理制度,但必須在質量證明書中注明。
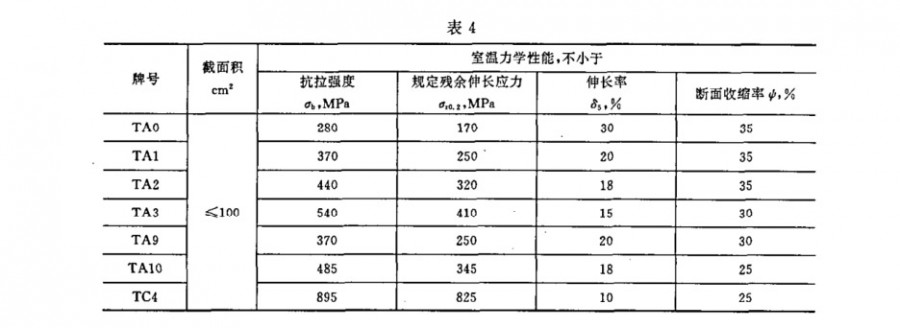
4.3.2 室溫力學性能應符合表 4 的規定。

4.3.3 表4所列規格以外的產品,需方要求測定室溫力學性能時,指標應經雙方協商并在合同中注明。 4.3.4 需方要求測定TC4產品高溫力學性能時,其試驗溫度及性能指標應經雙方協商并在合同中注明。 4.4 超聲檢驗 產品應進行兩個端面(當環材壁厚小于 40mm 時或環材截面高度與壁厚之比不小于4時為外圓周面)的超聲波探傷檢驗,并應符合GB5193的規定,其驗收級別如表5所示。

4.5 低倍檢驗 產品的低倍檢驗組織不應有裂紋、折疊、氣孔、金屬或非夾雜、影響使用的偏析及其他肉眼可見的冶金缺陷。 4.6 顯微組織 需方要求在合同中注明時,供方方可檢驗TC4產品的顯微組織。經表3規定的熱處理后,TC4鈦鍛件產品的顯微組織應是兩相區加工產生的組織,無完整的原始的β晶界。 4.7 表面質量 4.7.1 產品表面應車光、倒角。 兩個端面的表面粗糙度Ra值應不大于3.2μm (以滿足超聲檢驗要求為準),內、外側面的表面粗糙度Ra應不大于12.5μm (外圓周面需進行超聲探傷時Ra應不大于3.2μm), 倒角半徑為 5-15mm。 4.7.2 產品表面不應有裂紋、折疊、重皮等肉眼可見的缺陷。 4.7.3 表面局部缺陷允許用修磨的方法清除,清理深度不超過其尺寸公差,并應保證其最小允許尺寸。清理深度與寬度之比在兩端表面應不大于1:6 在內,外面應不大于1:10。外側面修磨應順軸向進行。 5、試驗方法 5.1 化學成分仲裁分析方法按GB 4698進行。 5.2 室溫拉伸試驗方法按GB 228進行。室溫拉伸試驗應符合GB 6397中的試樣 R7。 5.3 高溫拉伸試驗方法按 GB 4338進行。 5.4 超聲波檢驗方法按GB 5193進行。 5.5 低倍和顯微組織的檢驗按GB 5168進行。 5.6 尺寸檢驗用相應精度的量具進行。 5.7 表面質量用目視檢驗。表面粗糙用標塊對比法進行檢驗。 6、檢驗規則 6.1 檢查和驗收 6.1.1 產品應由供方技術監督部門進行檢驗,保證產品質量符合本標準的規定,并填寫質量證明書。 6.1.2 需方對收的產品可按本標準的規定進行驗收。如檢驗結果與本標準規定不符時,應在收到產品之日起三個月內向供方提出,由供需雙方協商解決。 6.2 組批 產品應成批提交驗收。每批應由同一牌號、熔煉爐號、制造方法、規格和狀態的產品組成。 6.3 檢驗項目 每批產品均應進行化學成分、力學性能、超聲波探傷、低倍、外形尺寸和表面質量的檢驗。 6.4 取樣位置和取樣數量 6.4.1 化學成分的取樣 每批產品在任意一件成品上取樣進行氫含量的分析,其他成分供方以原鑄錠的分析結果報出,需方復驗均在產品上取樣。 6.4.2 外形尺寸和表面質量的檢查 產品應逐個進行尺寸測量和表面質量的檢查。 6.4.3 力學性能的取樣 6.4.3.1 每批產品任取一件剖成兩半或在任一件上截取并解剖試樣環,供方在其中一半之內每個測試項目 各取2個弦向試樣,另一半交需方做復驗用,并計入交貨重量。 6.4.3.2 當用同一鑄錠采用相近工藝同時生產幾種規格相近的產品時, 可以用最大規格產品的檢驗結果(包括力學性能和組織)代表其他幾種規格。 6.4.3.3 供方或需方對取樣另有要求時,應經雙方協商并在合同或產品圖樣上注明。 6.4.4 超聲檢驗 產品應逐件進行超聲波探傷檢驗。 6.4.5 低倍和顯微組織的取樣 將6.4.3 的試件通過圓心沿軸向剖開,低倍和顯微組織各取一個試樣檢驗其剖面。 6.5 重復實驗 在化學成分、力學性能的各項試驗中,如果有一個試樣的試驗結果不合格,則從原試驗件上再取雙倍 試樣進行該不合格項目的復驗。若復驗結果仍有一個試驗不合格時,則該批產品為不合格。 允許供方對產 品進行一次重新處理,重新檢驗合格后交貨。 7、標志、包裝、運輸、貯存 7.1 產品標志 在已檢驗的每件產品上應作如下標志: a.牌號; b.熔煉爐號。 7.2 包裝、包裝標志、運輸和貯存 產品的包裝、包裝標志、運輸和貯存應符合 GB 8180 的規定。 7.3 質量證明書 每批產品應附有質量證明書,注明: a.供方名稱、地址; b.產品名稱; c.產品牌號、規格和狀態; d.熔煉爐號、批號、批重和件數; e.所規定的各項分析檢驗結果及技術監督部門印記; f.本標準編號; g.包裝日期。 附加說明: 本標準由中國有色金屬工業總公司提出。 本標準由寶雞有色金屬加工廠負責起草。 本標準主要起草人孟慶林、宋晉、張延生、楊麗娟。 |



